微信联系
微信联系
我司数控切割设备采用国外先进动态切割技术,全自动补偿,切割精度高,无斜度、不损伤表面,加工时在冷却状态下切割,不变形;切割面光滑不刺手、切割缝小、工艺精细、速度快、质量好、交货准时。
我们以创新的技术让您的产品一一现实,将您的产品打造的更加完美、精致;
在此欢迎广大客户来电来函咨询!我们将以热诚的服务、完美的产品为您创造更大的商机、节省更多的成本、从而获得更高的利润!
12.母线的摆放(面临屏盘以柜的重视方向为准)。A,B,C,(黄,绿,红)相的摆放由上向下;由内向外;由左至右,零母线N排、地母线PE排在柜体的下方,地线在前,零线在后。
13.相间电气间隙间隔保持在20mm以上,低于20mm选用隔板阻隔。
14.母线固定件应契合3c请求。
15.主母排柜内安置应尽量简略流通,折弯处保持共同,应在衔接排30mm处折弯对比漂亮。
16.现场母排作为柜体进线则为柜体上进线,应将结构断路器的进线端引出柜顶200mm,便于现场铜排衔接,N排也要一并引出。
17.现场电缆作为柜体进线则为柜体下进线,应将结构断路器的进线端引出朝下,引出铜排相间接线间隔应大于50mm,便于现场电缆衔接,电缆衔接孔的多少依据结构断路器的额定电流安数决议,每500A冲一个孔,如2000A冲四个孔。
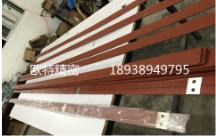
欧特精密水切割,是一家专业从事大功率光伏逆变器铜排加工、UPS电源柜铜排加工、电动汽车电池箱铜排加工、控制器铜排加工、变频器铜排加工、电力设备高低压交直流开关柜铜排加工,以及各种金属与非金属切割加工的厂家;尤其对4mm、5mm、6mm、8mm、10mm、12mm等较厚的异形铜排与标准直排加工。
我司主要设备有:全自动数控切割机床、数控母线冲剪机床、数控折弯机床、台式钻床、台式攻丝机、全自动(粗细)双轮同步拉丝机、压铆机、冲床等!是目前铜排加工行业中加工精度较高,加工效果较好的厂家;现特向广大客户提供各种铜排加工。
使用铜排加工机制作铜排的时候请牢记以下几点。
1.准备好铜排制作所需要的东西,削减铜排的制作差错。
2.铜排下料的核算充分利用勾股定理。
3.铜排的核算要注意加减铜排的厚度,削减制作差错。
4.铜排下料应思考铜排在柜内的合理走向。
5.主母铜排下料的核算要充分利用柜体分化线。
6.铜排的核算要注意卷尺丈量时是不是是从100mm处开端丈量,核算时要减掉100mm 的差错。
7.铜排下料应思考是不是有废排可利用。
8.加工铜排应戴手套,以防铜排氧化。
9.铜排冲孔应打样冲眼。
10.铜排的画线运用的角尺要贴紧铜排。
11.铜排的折弯应思考铜排机的可折弯间隔50mm。
18.孔穴直径不得大于铜排宽度的1/2,加工应确保位置准确、笔直,不倾斜,孔穴间彼此间隔的差错不该大于0.5mm。
19.操控排选用Φ8圆管或15*5矩形铜排,圆管需上热收缩管;矩形操控排安柜体分段衔接。
20.铜排的折弯视点不得小于90°。成形后,曲折处不该有裂纹或折皱,不平整度不大于1mm。
21.矩形铜排应进行冷弯,不得进行热弯。
22.铜排应削减直角曲折,曲折处不得有裂纹及显著的折皱;多片母线的曲折度应共同。
23.铜排改变90°时,其改变部分的长度应为母线宽度的2.5-5倍。
24.矩形母排的搭接衔接:应契合下面附表3请求;当母线与设备接线端子衔接时,应契合现行国家标准《变压器、高压电器和套管的接线端子》的请求。
25.操作台箱构架上应设有不小于2mm×15mm的接地铜排。
26.接地铜排上的端子允许多根导线共用一接地螺丝。
27.接地排和接地线的截面为主回路铜排及导线截面的1/2~1/4。
推荐信息 更多

邢台市森源机械,宁晋县多功位圆管抛光机销售电话,混凝土输送泵制造厂家
邢台市森源机械是一家集生产、制造与销售于一体的建筑机械专业生产厂家,主要生产圆管抛光机、方管抛光机、二次构造泵 细石混凝土输送泵 钢管调直机 多功能喷涂机 切石机等产品专业生产加工和销售等产品。
邢台市森源机械,南和县不锈钢管抛光机销售找谁,小型无心磨制造哪家优惠
邢台市森源机械是一家集生产、制造与销售于一体的建筑机械专业生产厂家,主要生产圆管抛光机、方管抛光机、二次构造泵 细石混凝土输送泵 钢管调直机 多功能喷涂机 切石机等产品专业生产加工和销售等产品。
邢台市森源机械,柏乡县无心外圆抛光机制造价格,多功能喷涂机批发哪家好
邢台市森源机械是一家集生产、制造与销售于一体的建筑机械专业生产厂家,主要生产圆管抛光机、方管抛光机、二次构造泵 细石混凝土输送泵 钢管调直机 多功能喷涂机 切石机等产品专业生产加工和销售等产品。
邢台市森源机械,临城县无心抛光机制造电话,细石混凝土输送泵批发厂家
邢台市森源机械是一家集生产、制造与销售于一体的建筑机械专业生产厂家,主要生产圆管抛光机、方管抛光机、二次构造泵 细石混凝土输送泵 钢管调直机 多功能喷涂机 切石机等产品专业生产加工和销售等产品。
邢台市森源机械,桥西区方管抛光机批发价格,圆管抛光机销售哪家便宜
邢台市森源机械是一家集生产、制造与销售于一体的建筑机械专业生产厂家,主要生产圆管抛光机、方管抛光机、二次构造泵 细石混凝土输送泵 钢管调直机 多功能喷涂机 切石机等产品专业生产加工和销售等产品。
邢台市森源机械,桥东区30型混凝土输送泵批发电话,砂浆喷涂机销售厂家
邢台市森源机械是一家集生产、制造与销售于一体的建筑机械专业生产厂家,主要生产圆管抛光机、方管抛光机、二次构造泵 细石混凝土输送泵 钢管调直机 多功能喷涂机 切石机等产品专业生产加工和销售等产品。
YBP-J行车橡套屏蔽扁电缆到底在什么环境及温度下使用
产品简介 YBP-J屏蔽扁电缆 YBP-J电缆大全 YBP-J 天然丁苯绝缘和护套钢丝加强型铜丝屏蔽扁电缆 70°C 室内无油污场所 YFBPG 天然丁苯绝缘和氯丁护套钢丝加强型铜丝屏蔽扁电缆
银顺牌YBFP 天然丁苯绝缘和氯丁护套铜丝屏蔽扁电缆
产品简介 YBP-J屏蔽扁电缆 YBP-J电缆大全 YBP-J 天然丁苯绝缘和护套钢丝加强型铜丝屏蔽扁电缆 70°C 室内无油污场所 YFBPG 天然丁苯绝缘和氯丁护套钢丝加强型铜丝屏蔽扁电缆
YB 天然丁苯绝缘和护套扁平软电缆用途及型号规格介绍
产品简介 YBP-J屏蔽扁电缆 YBP-J电缆大全 YBP-J 天然丁苯绝缘和护套钢丝加强型铜丝屏蔽扁电缆 70°C 室内无油污场所 YFBPG 天然丁苯绝缘和氯丁护套钢丝加强型铜丝屏蔽扁电缆
厂家直销YBP 天然丁苯绝缘和护套铜丝屏蔽扁电缆
产品简介 YBP-J屏蔽扁电缆 YBP-J电缆大全 YBP-J 天然丁苯绝缘和护套钢丝加强型铜丝屏蔽扁电缆 70°C 室内无油污场所 YFBPG 天然丁苯绝缘和氯丁护套钢丝加强型铜丝屏蔽扁电缆
YFBPG 天然丁苯绝缘和氯丁护套钢丝加强型铜丝屏蔽扁电缆
产品简介 YBP-J屏蔽扁电缆 YBP-J电缆大全 YBP-J 天然丁苯绝缘和护套钢丝加强型铜丝屏蔽扁电缆 70°C 室内无油污场所 YFBPG 天然丁苯绝缘和氯丁护套钢丝加强型铜丝屏蔽扁电缆
YBP-J 天然丁苯绝缘和护套钢丝加强型铜丝屏蔽扁电缆
产品简介 YBP-J屏蔽扁电缆 YBP-J电缆大全 YBP-J 天然丁苯绝缘和护套钢丝加强型铜丝屏蔽扁电缆 70°C 室内无油污场所 YFBPG 天然丁苯绝缘和氯丁护套钢丝加强型铜丝屏蔽扁电缆
天津银顺供应国标YBP-J行车橡套扁电缆型号规格大全
产品简介 YBP-J屏蔽扁电缆 YBP-J电缆大全 YBP-J 天然丁苯绝缘和护套钢丝加强型铜丝屏蔽扁电缆 70°C 室内无油污场所 YFBPG 天然丁苯绝缘和氯丁护套钢丝加强型铜丝屏蔽扁电缆
天津市电缆总厂橡塑电缆厂供应银顺牌YBP-J屏蔽扁电缆
产品简介 YBP-J屏蔽扁电缆 YBP-J电缆大全 YBP-J 天然丁苯绝缘和护套钢丝加强型铜丝屏蔽扁电缆 70°C 室内无油污场所 YFBPG 天然丁苯绝缘和氯丁护套钢丝加强型铜丝屏蔽扁电缆

 举报
快速举报
举报
快速举报