微信联系
微信联系
本司主营国内外各种品牌剑杆织机,喷气织机,喷水织机,剑杆织机配件,全国各地都会收购,主要做河北。山东,山西,河南,天津,北京也都有涉猎。秉承"顾客第壹,勇攀高峰"的经营理念,坚持"诚实守信"的原则为广大客户提供优质的服务。
我们拥有完整、科学的质量管理体系。产品价格实惠,技术,实力雄厚,信誉良好,良好的售后服务,是您满意的选择。欢迎各界朋友莅临参观、指导和业务洽谈!徐经理:18232187188。
河北东盛剑杆经营部专业研发、生产、销售高档智能喷水织机。喷水引纬对纬纱的摩擦牵引力比喷气引纬大,扩散性小,适应表面光滑的合成纤维、玻璃纤维等长丝引纬的需要。同时可以增加合纤的导电性能,有效地克服织造中的静电。此外喷射纬纱消耗的能量较少,噪音很低。

梭口高度 开口时经纱位移称为梭口高度,各页综框处的高度是不一样的,从织口向后梁方向逐页增大,这样前部梭口呈锐三角形。为了达到高速运转的目的,喷水织机的梭口三角形趋于小型化,其梭口角一般取23°~26°。目的是在保证梭口开启,纬纱顺利通过的同时,尽可能地减小钢筘摆动与综框的升降动程,以减少经纱与它们之间的摩擦,有利于减少经纱断头。 剪刀装置: 喷水织机的剪刀有电热剪刀、机械剪刀和电子剪刀三种,在织机的左右各装一组,目前喷水织机以配置机械剪刀为主。左侧剪刀在每次投纬后切断纬丝,右侧剪刀将CC丝夹住投来的纬丝(一般保留有4~5根)留下,在每次投纬后剪断一根。 当剪刀片换用新片或经研磨过刀片要装配时,一定要调整好刀片问的位置。 (1)固定刀片1与可动刀片2的刀尖要有1 mm的重叠。 (2)固定刀片和可动刀片的后端,相互之间要有空隙,其程度以螺帽3旋转松紧适度后用螺母4锁定,经锁定后的空隙要有0.01~0.02 mm为佳。 2.布托摆动装置的调整 旋转卷取手柄使布托摆动凸轮1的低顶点(R或L的刻印部)与凸滚子2对上,此时将边撑条调整到水平的位置. 3.左侧剪刀的调整 (1)左右的位置:剪刀的刀片位置在钢筘的窗口内侧,钢筘的筘齿与剪刀的可动刀片2间的空隙调整在0.5—1.O mm范围,并用螺栓3固定。 (2)前后的位置:以螺栓4调整。 ①将时位轮的位置置于0°(钢筘移至前方位置)。 ②剪刀刀片的尖端伸出钢筘2 mm,并用螺栓4固定。 (3)导剪板: ①将导剪板6的凹部调整为比固定刀片l的上面高出0.5 mm,暂以螺帽8固定。 ②将钢筘9摆至前面,使导剪板6的沟处于如图3—28的状态,然后旋紧螺帽8而固定导剪板6。 (4)剪刀的高度:以螺钉5将导剪板6的各部上面调整为与径丝面高度一致。 (5)剪刀片的重叠与剪刀凸轮的关系: ①用手转动织机将时位轮转至40°位置。 ②将3只螺钉2松开,使剪刀凸轮1的中央刻印5与凸轮滚子3会合,然后将3只螺钉2旋紧而固定剪刀凸轮。 ③剪刀片的尖端将重叠1 mm,以剪刀连结杆4调整(此状态的剪丝时位约在10°位置)。 44.右侧剪刀的调整 右侧剪刀组装于CC转锭托架8上。 (1)左右的位置: ①以螺钉3使可动刀片与布撑的间隙定为l mm。 ②以螺钉7使固定刀片1与CC导板的距离定为25—30 mm。 (2)前后以及上下位置: ①将时位轮转至0°。 ②以螺钉4调整钢筘与剪刀位置,使钢筘与剪刀尖端之间的问隙为2 mm,若间隙过小,刀片可能会碰伤向前摆动的钢筘。 ③固定刀片1的尖端比经丝面低O.5~1.0 mm螺钉4来进行调整。 (3)剪刀片的重叠量: ①以手动转动织机使可动刀片与固定刀片相咬深。 ②松开螺栓6,使可动刀片与固定刀片的刀尖重叠1~1.5 mm,而后旋紧螺栓6。 (4)剪切后的残丝根数:启动织机引进纬丝,经剪刀剪切后,若残留纬丝根数过多时,宜将刃尖处的重叠量略为增多。相反过少时,需将重叠量减少。残留丝条数以4—5条为标准。 5.剪切时位角 左侧剪刀剪切时位角调整: (1)将1根纬丝引入梭口。 (2)将剪刀连结杆的螺栓6松开,用手回转时位轮,转至欲剪丝的角度。 剪丝时位角通常为:涤纶丝(P0lyester)为15°±5°,尼龙丝(Nylo)为10°±5° 注意:调整时不要松开剪刀连结杆的螺栓7(螺栓7顶紧在摇动轴的加工平面上)。 (3)在剪刀断丝时,将螺栓6旋紧,固定住可动刀片。 (4)再度将纬丝引入1根,手动回转时位轮,试行剪丝,能依照设定角度完成剪丝即可。经停、纬停装置: 喷水织机的停机原因主要为经停、纬停,其装置的可靠性直接影响机械效率和织物的品质。
引纬时间的设定 (1)引纬时间的设定,喷射开始时间设定在钢筘向后摆动,筘面(前面)刚过喷嘴中心时,使其喷水,因机器配置钢筘动程不同,其喷射开始时间的设定有所不同,如:单喷(75动程)为85°,双喷(95动程)为90°。 (2)飞行终了应设定于钢筘向前摆动至喷嘴中心线之前结求为准。 (3)喷射开始时间以调整水泵凸轮位置来设定。 (4)引纬时纬丝飞行开始时间及引纬终了纬丝飞行终止的时间,可调整压纱器凸轮A和B的位置来设定。 (5)为保证顺利引纬,有必要将伸出喷嘴尖端的短丝伸直,需要设先行角。因此将开放压纱器的时间比喷射开始时间作延迟,此角度即为先行角。根据纬纱的不同,通常设定为:锦纶、涤纶10°,强捻丝5°~10°,涤纶加工丝15°~20°。
主要的性能指标:
1、整经速度:20-800(m/min)无级可调
2、倒轴:5-100(m/min)无级可调
3、整经倒轴恒线速精度: ≤ ±2%
4、整经张力(条带张力):600N
5、倒轴张力:<6000N(60m/minx线速时)
6、整经张力精度: ≤ ±2%
7、倒轴张力精度: ≤ ±2%
8、单纱张力精度: ≤ ±3%
9、导条走丝速度:0,001-9,999(mm/r)无级可调
10、导条走丝精度: ≤ ±0.02%
11、条宽范围:
0.1-350mm
12、条定位精度: ≤0.1mm
13、条数:999
14、制动距离:<3(400m/min速度时)
15、断头自停可靠率:100%
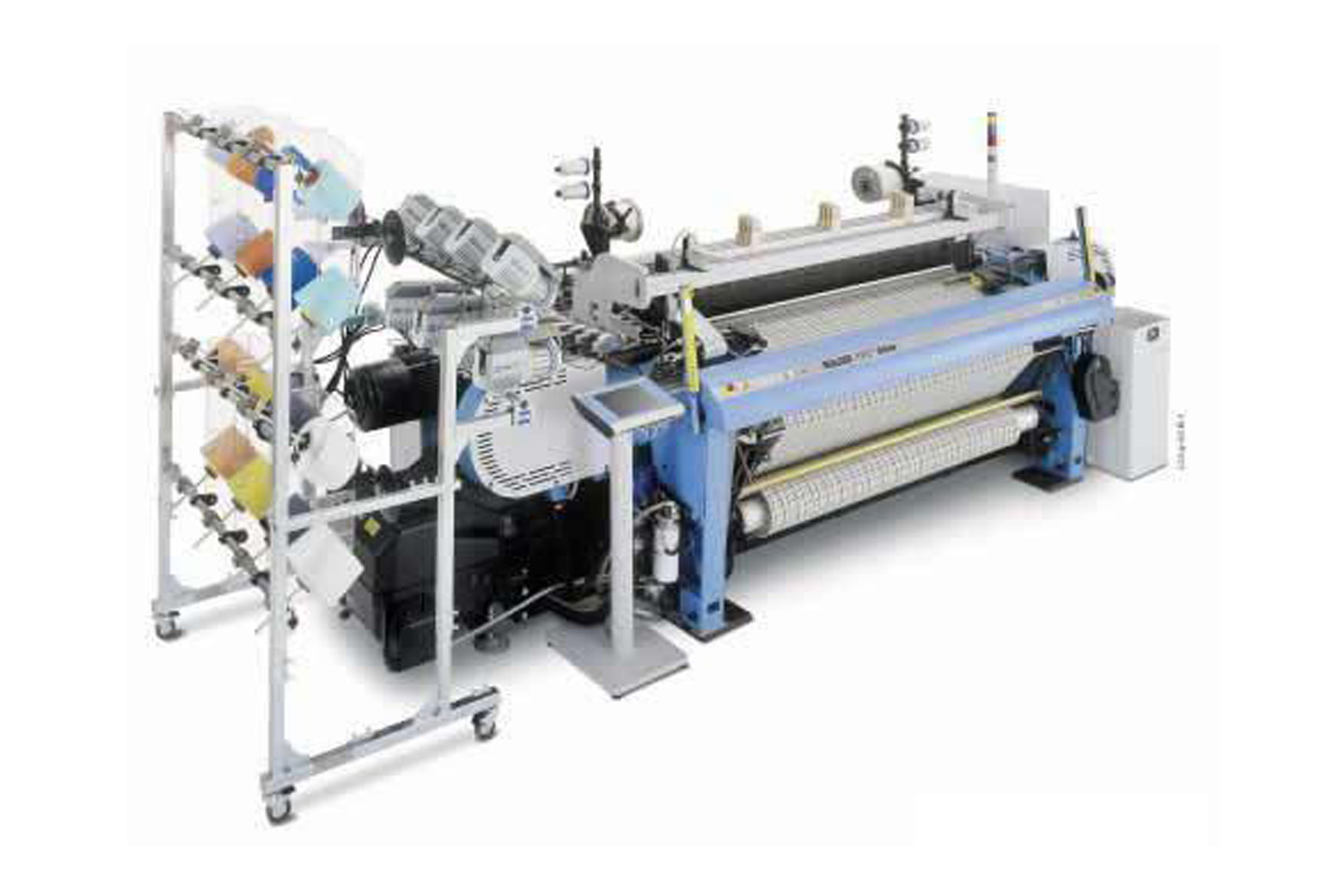
GA169F系列新型分条整经机是由原国家八五科技公关项目-分条整经机组的主要设计人员于2002年推出的新产品,设计人员依据十多年的的设计与制造分条机的经验、并参照前国际同类产品性能特征,对原分条整经机张力控制系统及主要的机械结构-整经传动,位移传动,刹车及阻尼系统做了较大的技术改进,使该产品,性能完全达到国际先进水平,是替代进口产品的理想选择。
GA169F系列分条整经机适合用于精毛纺织物、粗毛纺织物、化纤长丝织物、色织物、真丝织物、毛巾织物及特种产业用纺织品等品种的分条整经。可作为剑杆、片梭、喷气、喷水等无梭织机的织前准备设备,只织造厂开发各种高档织物、特种织物,提高产品质量和生产效率的优选设备。主要功能及技术特征:
1、机、电、气一体化设计、德国西门子PLC控制、高性能、智能化操作。
2、整机机构。本机采用主机整体安装于地轨上,整体机架在地轨上由伺服电机控制移动,倒轴部分,分绞筘架,筒子架固定,整经工作时,条带相对于分绞架和筒子架中心不变,边纱张力均匀。
3、整经滚筒与传动。固定锥体的钢质大滚筒经高精度动平衡校验,整经传动为交流变频器控制交流电机驱动大滚筒实现恒线速运动,整经线速和整经慢速度在触摸屏上设定。
4、导条位移。由交流数字伺服驱动的导条位移机构直接接受大滚筒传感器的数字信号,随动式同步工作,响应快,精度高。同时整经机伺服传动一改传统的丝杠传动或齿轮条传动,采用直接驱动主动滚轮,避免机器抖动,减少机器安装难度。
5、等距离卷绕。整经操作台前后移动是由步进驱动系统控制的,整经过程中整经台均匀后退,导纱线张力均匀。
6、定幅筘。前定幅筘安装在带滑块的导轨上,通过气缸可自动控制定幅筘的位置,工作时定幅筘紧靠导纱辊,有利于减少条带扩散,停机时自动后退,方便操作。
7、整经制动。本机采用气液增压技术,控制钳式制动器实施制动,制动灵敏(车速400m/min制动距离小于3m),保证正常开车时断头不被卷进滚筒,提高了效率与盘头的质量。
8、倒轴张力。倒轴阻尼张力自动控制,使整个倒轴过程中自动保持恒定张力或内紧外送等要求。
9、倒轴装置。本装置是整体落地固定式,占地面积小,操作方便。
10、分绞筘。配有三点定位的全自动分绞筘架,自动分绞。
11、完整的辅助功能。上油(蜡),织轴加压装置(可选)及静电消除装置。
12、电气控制系统及关键配套件。整机全套电器元件及气动元件都采用国际产品,品质可靠。
13、完整的故障检测系统。可随时检测出整经机发生的故障,包括误操作、限位保护及计算机的运行情况,并将检测的信息以中文显示出来,方便维护。
14、采用先进的大屏幕中文触摸式电脑,设定和监控各种工艺参数,直观方便。
15、生产信息统计管理。可自动统计每班的日产量,月产量工作效率等多种生产信息,并可打印输出,此功能在办公室的上位机上方便车间科学管理,且可以联网(选用)。
16、筒子架。配有多种形式筒子架,锭数、锭距、张力器等可根据用户选定。
推荐信息 更多

河北回收各种纺织设备,出售二手剑杆机电话,二手纺织设备公司
本司主营国内外各种品牌剑杆织机,喷气织机,喷水织机,剑杆织机配件,全国各地都会收购,主要做河北。山东,山西,河南,天津,北京也都有涉猎。秉承"顾客第壹,勇攀高峰"的经营理念,坚持"诚实守信"的原则。
石家庄回收必佳乐剑杆机,回收二手分条整经机电话,出售二手织布机公司
本司主营国内外各种品牌剑杆织机,喷气织机,喷水织机,剑杆织机配件,全国各地都会收购,主要做河北。山东,山西,河南,天津,北京也都有涉猎。秉承"顾客第壹,勇攀高峰"的经营理念,坚持"诚实守信"的原则。
河北出售二手纺织设备,出售二手重型帆布机电话,出售喷水织机公司
本司主营国内外各种品牌剑杆织机,喷气织机,喷水织机,剑杆织机配件,全国各地都会收购,主要做河北。山东,山西,河南,天津,北京也都有涉猎。秉承"顾客第壹,勇攀高峰"的经营理念,坚持"诚实守信"的原则。
石家庄出售二手分条整经机,出售二手打包机电话,出售二手剑杆机公司
本司主营国内外各种品牌剑杆织机,喷气织机,喷水织机,剑杆织机配件,全国各地都会收购,主要做河北。山东,山西,河南,天津,北京也都有涉猎。秉承"顾客第壹,勇攀高峰"的经营理念,坚持"诚实守信"的原则。
河北出售二手织布机,出售二手喷气织机电话,出售各种纺织设备公司
本司主营国内外各种品牌剑杆织机,喷气织机,喷水织机,剑杆织机配件,全国各地都会收购,主要做河北。山东,山西,河南,天津,北京也都有涉猎。秉承"顾客第壹,勇攀高峰"的经营理念,坚持"诚实守信"的原则。
石家庄回收二手重型帆布机,回收各种纺织设备电话,回收日发剑杆机公司
本司主营国内外各种品牌剑杆织机,喷气织机,喷水织机,剑杆织机配件,全国各地都会收购,主要做河北。山东,山西,河南,天津,北京也都有涉猎。秉承"顾客第壹,勇攀高峰"的经营理念,坚持"诚实守信"的原则。
外地人在上海私人借钱.上海急用钱短借私人放款 上海借款
应急无抵押贷款.当天放款.即时解困! 服务全上海各个区域.如有需要可免费上门洽谈 上海空放.上海借钱.上海私人借钱.上海短借.上海押车.上海私人短借.上海私人放款.上海借款. 上海私人借款.上海
上海民间短借私人借款.上海24小时线上私人放款 上海借钱
应急无抵押贷款.当天放款.即时解困! 服务全上海各个区域.如有需要可免费上门洽谈 上海空放.上海借钱.上海私人借钱.上海短借.上海押车.上海私人短借.上海私人放款.上海借款. 上海私人借款.上海
上海急需借钱私人放款,上海借款周转私人电话 上海短借
应急无抵押贷款.当天放款.即时解困! 服务全上海各个区域.如有需要可免费上门洽谈 上海空放.上海借钱.上海私人借钱.上海短借.上海押车.上海私人短借.上海私人放款.上海借款. 上海私人借款.上海
上海24小时借钱私人短借.上海不看征信私人放款 上海借款
应急无抵押贷款.当天放款.即时解困! 服务全上海各个区域.如有需要可免费上门洽谈 上海空放.上海借钱.上海私人借钱.上海短借.上海押车.上海私人短借.上海私人放款.上海借款. 上海私人借款.上海
上海私人借钱应急.上海个人短借周转私人放款 上海借款
应急无抵押贷款.当天放款.即时解困! 服务全上海各个区域.如有需要可免费上门洽谈 上海空放.上海借钱.上海私人借钱.上海短借.上海押车.上海私人短借.上海私人放款.上海借款. 上海私人借款.上海
上海急用钱短借周转私人借款.上海民间大额贷款 上海借钱
应急无抵押贷款.当天放款.即时解困! 服务全上海各个区域.如有需要可免费上门洽谈 上海空放.上海借钱.上海私人借钱.上海短借.上海押车.上海私人短借.上海私人放款.上海借款. 上海私人借款.上海
上海私人借款上门放款.上海急需借钱可以找我 上海短借
应急无抵押贷款.当天放款.即时解困! 服务全上海各个区域.如有需要可免费上门洽谈 上海空放.上海借钱.上海私人借钱.上海短借.上海押车.上海私人短借.上海私人放款.上海借款. 上海私人借款.上海
上海短借24小时私人借钱.上海贷款公司保下款 上海借款
应急无抵押贷款.当天放款.即时解困! 服务全上海各个区域.如有需要可免费上门洽谈 上海空放.上海借钱.上海私人借钱.上海短借.上海押车.上海私人短借.上海私人放款.上海借款. 上海私人借款.上海

 举报
快速举报
举报
快速举报